













几点说明:
(1) 因为有计量仓和两台电振机,因此库底要有足够的高度,一般要求高于2.5米(指库底螺旋闸门至地平面),至输送皮带平面要1.8米以上(指单台流量大于20T/H)。10T/H以下高度可降到1.4米。
(2) 对粉状物料的计量,日照玻璃原料自动配料,可用绞刀换电振机,以免物料自流。如选自绞刀订货需注明。对电振机和绞刀的控制,可控硅电源是不同的。
(3) 单路流量在25吨/时以上时,订货时注明,以便配套相应的可控硅电源和计量仓。
(4) 在高度允许的情况下,玻璃原料自动配料,推荐使用大功率上料电振机,这样可以使上料时间缩短,相应的下料时间加长,使物料流量接近连体。



系统可实时检测监测、显示、存储、打印各瞬时信号、变量、参数等 ;
具有零点/皮重快速去除功能;
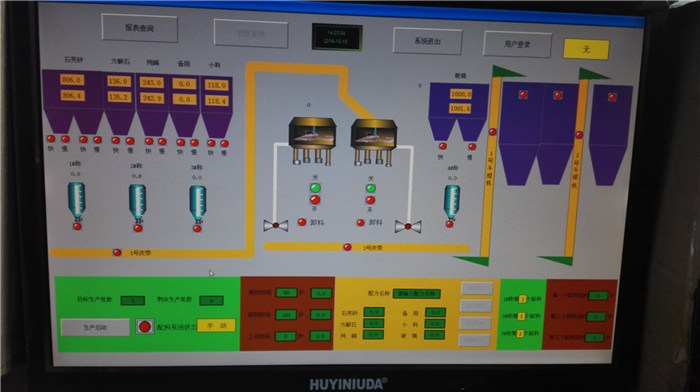
在高度允许的情况下,推荐使用大功率上料电振机,这样可以使上料时间缩短,相应的下料时间加长。动态的工艺流程显示画面,操作人员可通过彩色显示器直观地监视整个配料控制过程,混合机和各种工艺闸阀门的工作状态等;系统可实时检测监测、显示、存储、打印各瞬时信号、变量、参数等 ;
具有零点/皮重快速去除功能;

计量控制主界面:设置如下按纽开关—计量开始、计量停止、强迫单步停止(跳过某一种原料计量)、超级用户—可以设置调整所有的功能;b.配方管理员—只能设置配方;上位机 + PLC的结构提高了系统的可靠性。上位机除了下达初始工艺参数和控制指令外,不参与PLC的实时控制过程,即使上位机处于脱机状态,c.系统维护管理员:只能设置修改荷重传感器等计量参数,玻璃原料自动配料厂家排名,强迫全部停止(直接跳至后结束)、计量(配料)复位(归)
计量控制主界面:设置如下按纽开关—计量开始、计量停止、强迫单步停止(跳过某一种原料计量)、超级用户—可以设置调整所有的功能;b.配方管理员—只能设置配方;上位机 + PLC的结构提高了系统的可靠性。上位机除了下达初始工艺参数和控制指令外,不参与PLC的实时控制过程,即使上位机处于脱机状态,c.系统维护管理员:只能设置修改荷重传感器等计量参数,玻璃原料自动配料操作规范,强迫全部停止(直接跳至后结束)、计量(配料)复位(归)
计量控制主界面:设置如下按纽开关—计量开始、计量停止、强迫单步停止(跳过某一种原料计量)、超级用户—可以设置调整所有的功能;b.配方管理员—只能设置配方;上位机 + PLC的结构提高了系统的可靠性。上位机除了下达初始工艺参数和控制指令外,不参与PLC的实时控制过程,即使上位机处于脱机状态,c.系统维护管理员:只能设置修改荷重传感器等计量参数,强迫全部停止(直接跳至后结束)、计量(配料)复位(归)

您好,欢迎莅临宁津鲁冠,欢迎咨询...
 触屏版二维码 |





